The variable parameters of sag bar length and quantity are entered at the operator HMI.
The length related production rates are:
350mm long – 25 components per minute
1000mm long – 15 components per minute
2000mm long – 9 components per minute
De-Coil & Leveller
Incorporation of fully functional, free issue decoiler and leveller including variable speed inverter control and loop sensor.
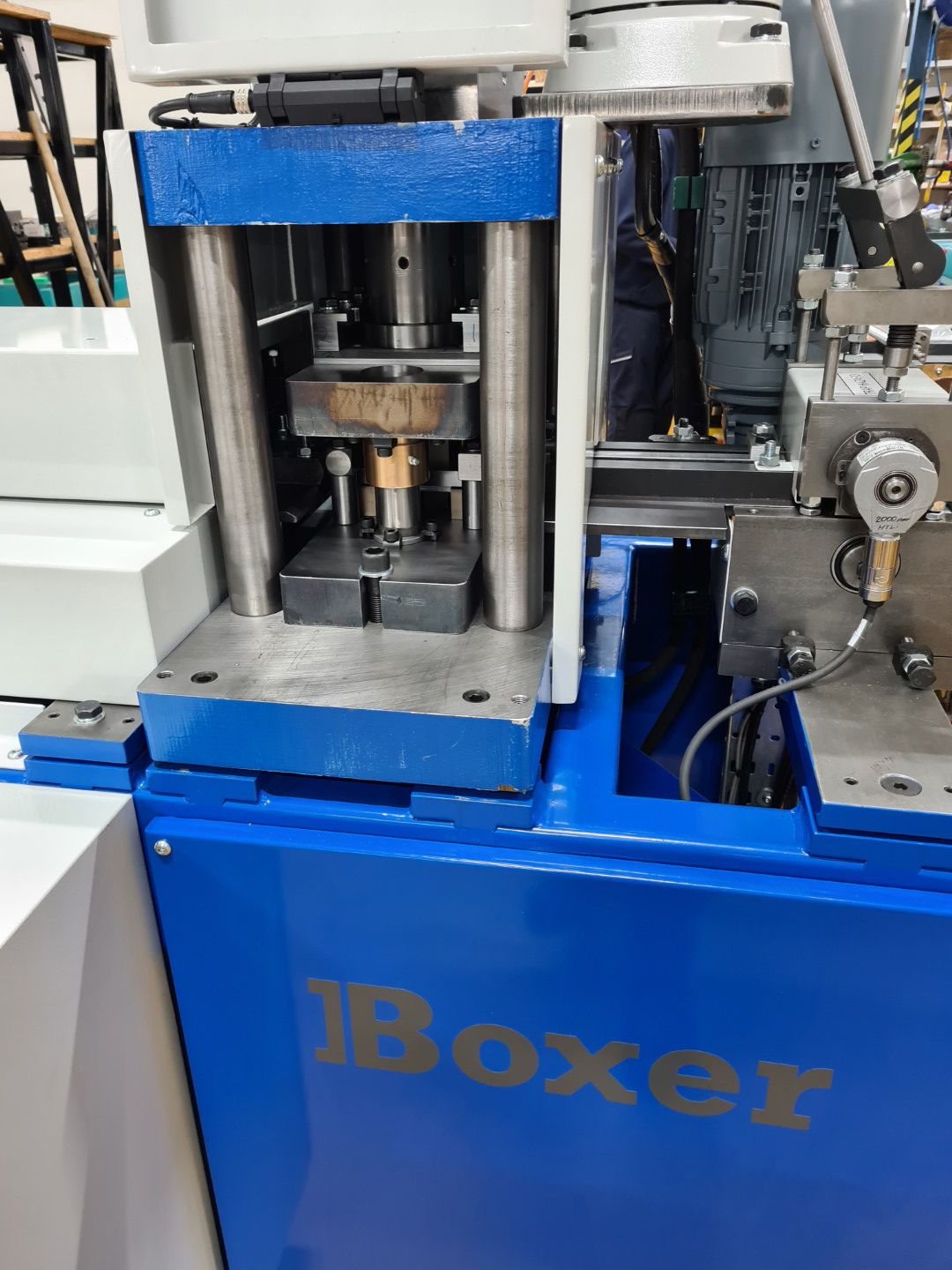
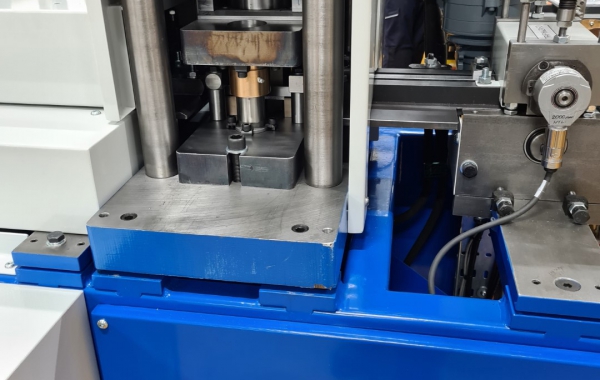
Feed/Shear Press
The 20 ton, 2 pillar crop head is hydraulically operated via the adjacent electro hydraulic power pack in a stroke and return time of approximately 0.6 seconds and is mounted to a common base frame with the following rollforming machine. The crop and punch tooling are carried in a quickly removable die-set to simplify tool maintenance. A slug chute feeds the scrap into floor mounted catch bins of your supply sighted beneath the incoming coil.
Preceding the crop head is a pair of hardened coil feed rollers with the bottom roller driven by inverter controlled geared electric motor and the top roller free running. This roller carries the length encoder and is raised by quick release cam lever to simplify manual coil feeding.
Rollform
Model S13-08-8 station 127 horizontal x 76mm vertical centred rollforming machine, tooled for the 18mm x 12.7mm ‘U’ Channel profile formed legs down, inboard between side plates spaced 150mm apart, on 30mm diametre withdrawable rollshafts. The lower rollshafts are carried within sealed-for-life deep groove ball bearings in the rigid one-piece side plates. The top rollshafts are similarly carried within upper bearing blocks, individually adjustable for roll centre and forming pressure, utilising ‘disc spring’ stacks.
Bottom and top rollshafts are driven by hardened spur gear train via idler gears, carried by sealed-for-life deep groove ball bearings on the lower withdrawable idler shafts. These shafts connect the side plates, thus creating the rigid head assembly and allow ease of individual removal for maintenance. The machine is driven at a speed of 25 metres per minute, by means of an inverter controlled 4kw geared electric motor and single heavy-duty chain drive to the rolling head gear train.
Hardened, adjustable in-feed guide bars are fitted to the in-feed end of the rolling head, which is in turn carried by a totally guarded, robust, fabricated base frame common also to item 2, with fixing and levelling points. A 3-way adjustable ‘Turks Head’ exit straightener is fitted to remove vertical, lateral and torsional product deviations induced by the roll forming process.
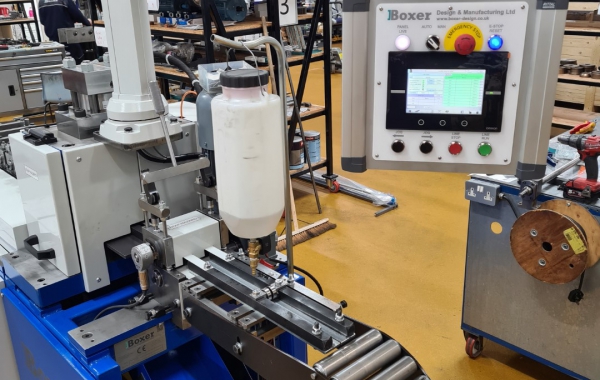
Electric’s
The electrical control cabinet mounted to the side of the machine contains all necessary electrical hardware including the fully programmed Omron NX microprocessor PLC, 3 intelligent inverter drives and all related contactors and relays. A Rittal ‘Command Panel’ boom arm carries the simple operator controls consisting of power ‘on’ and ‘off’ pushbuttons and illumination and line run and stop pushbuttons alongside the Omron NA operator HMI. This provides for operation from either side of the machine. The touch-screen display unit provides prompted entry of up to 8 component lengths with batch quantities. The unit also provides for manual and automatic functions along with adjustability of various length related parameters and display of alarm messages to simplify fault finding. A VNC router is incorporated providing remote access for plc monitoring and program amendment.
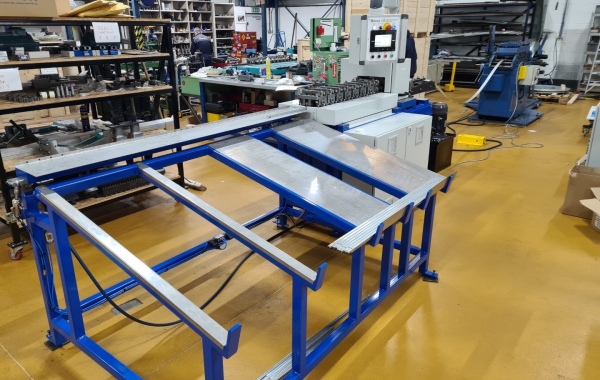
Side Ejecting Offload
The completed components up to 2m long are lowered onto the inclined 1.2m wide support table. They then slide and rest side by side until the table is full. When operation of the line is arrested pending removal of one or more products.
The inclined fabricated table carries a pneumatically actuated hinged flap, which supports each incoming product. Once the following product has pushed the product clear of the rollformer, the flap tips such that the products slide down the inclined table. When the table is full, a sensor stops line operation until uncovering the sensor starts the line again. The design of the table allows for fork truck removal of products.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}