De-Coil
1000kg x 1000kg capacity Double Head Motorised Expanding Mandrel De-Coiling Machine to suit coils of 480mm to 620mm diameter, bore x 1400mm, outside diameter x 300mm maximum width. The mandrels are expanded by manual crank handle and driven by inverter controlled geared electric motors with contactless loop control to control the pay-off speed. A pneumatic snubber arm prevents ‘clock-springing’ of the un-banded coils. The two opposing mandrels rotate manually to stops on a vertical axis and allow processing of one coil whilst another coil is loaded.
Straightener (Loop to Loop)
The 200mm wide x 7 roll Straightener serves to remove coil set to allow unhindered passage through the loop-to-loop punch heads. The 80mm diameter pinch roll pair are driven by inverter controlled geared electric motor and pneumatically separated for ease of coil feed. The 3 lower straightening rollers are driven by the common drive and the top 2 free running and adjustable via handles for control of straightness.
Hand Lever Shear
The Hand Lever Shear is mounted to the front end of item 4 and provides the ability to cut the coil in the correct position at the end of a product run when prompted via the HMI.
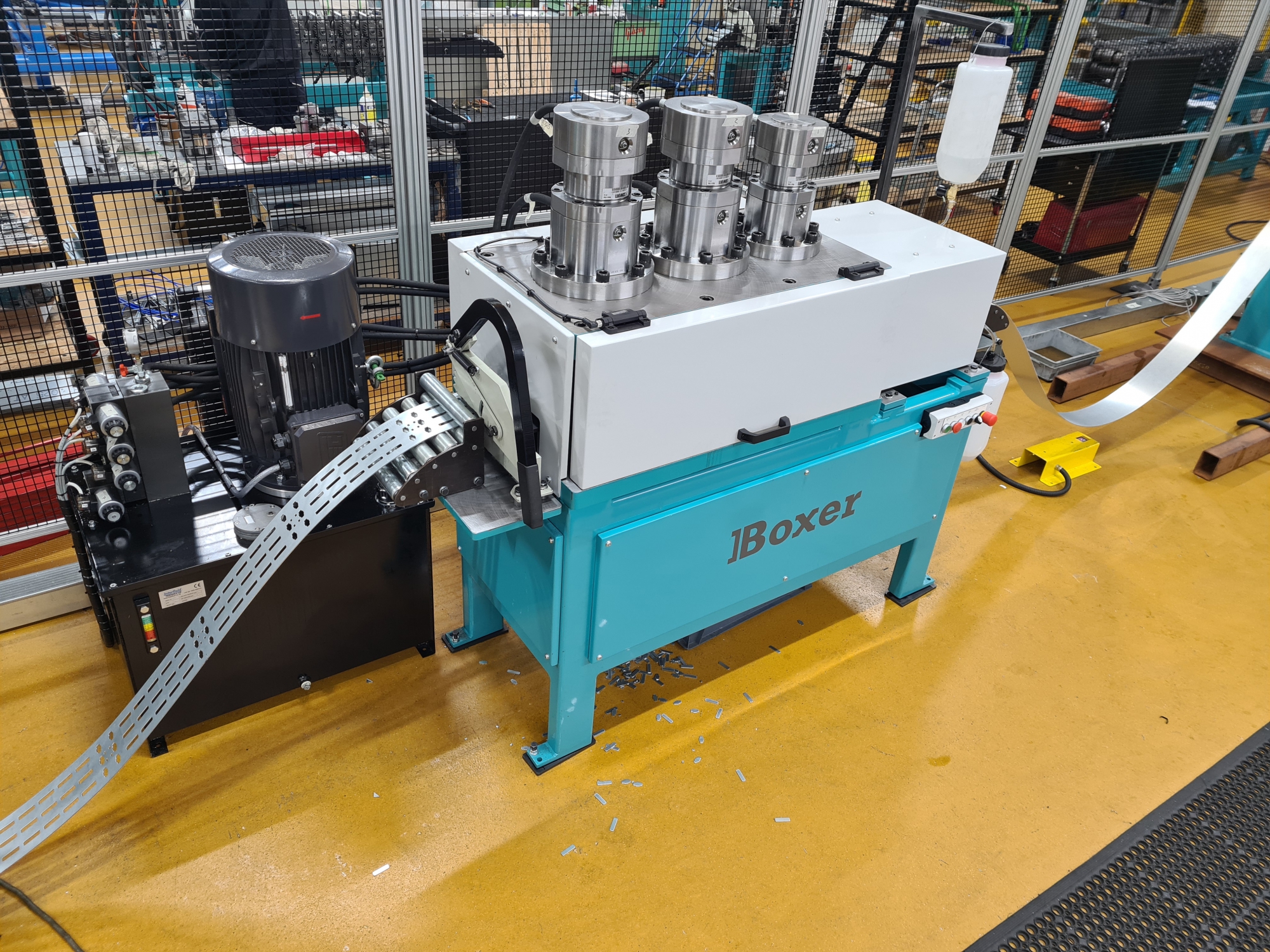
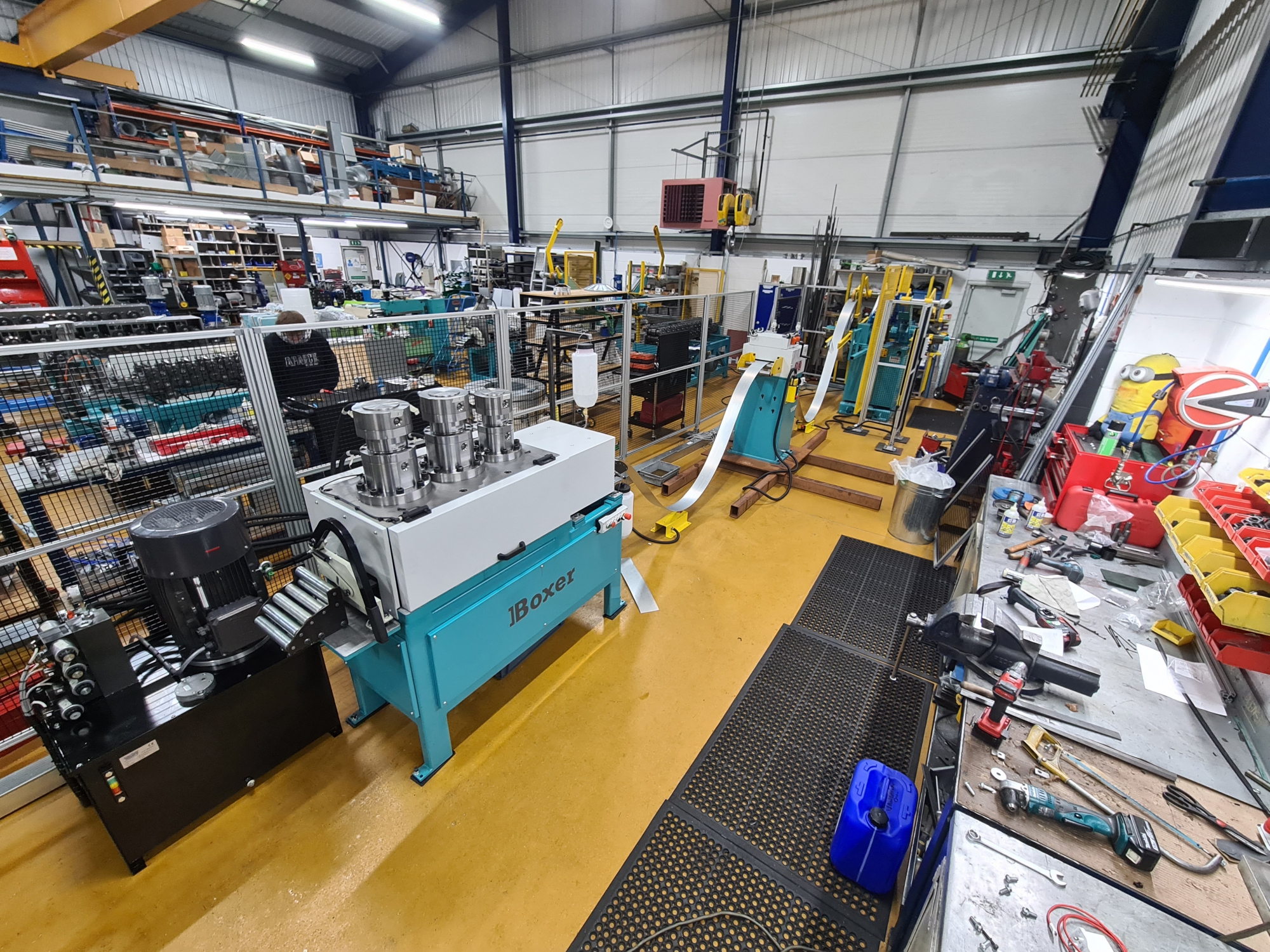
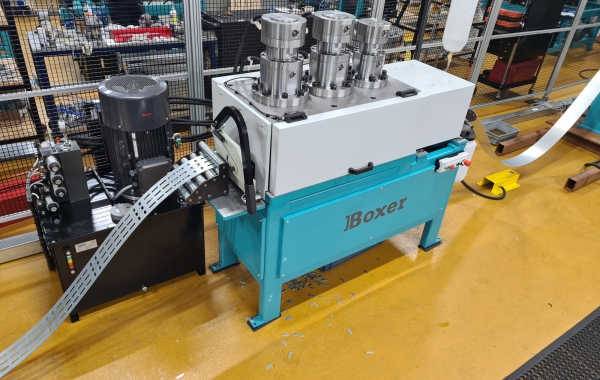
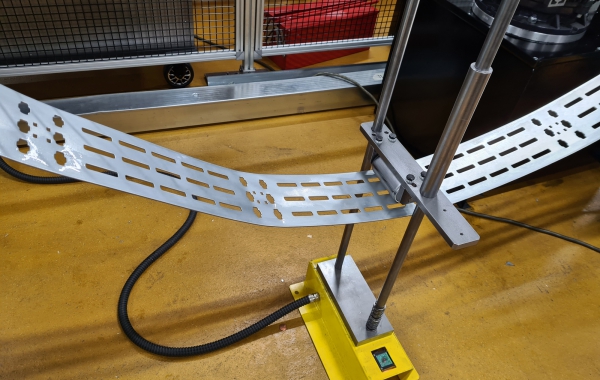
Loop to Loop Punch Press
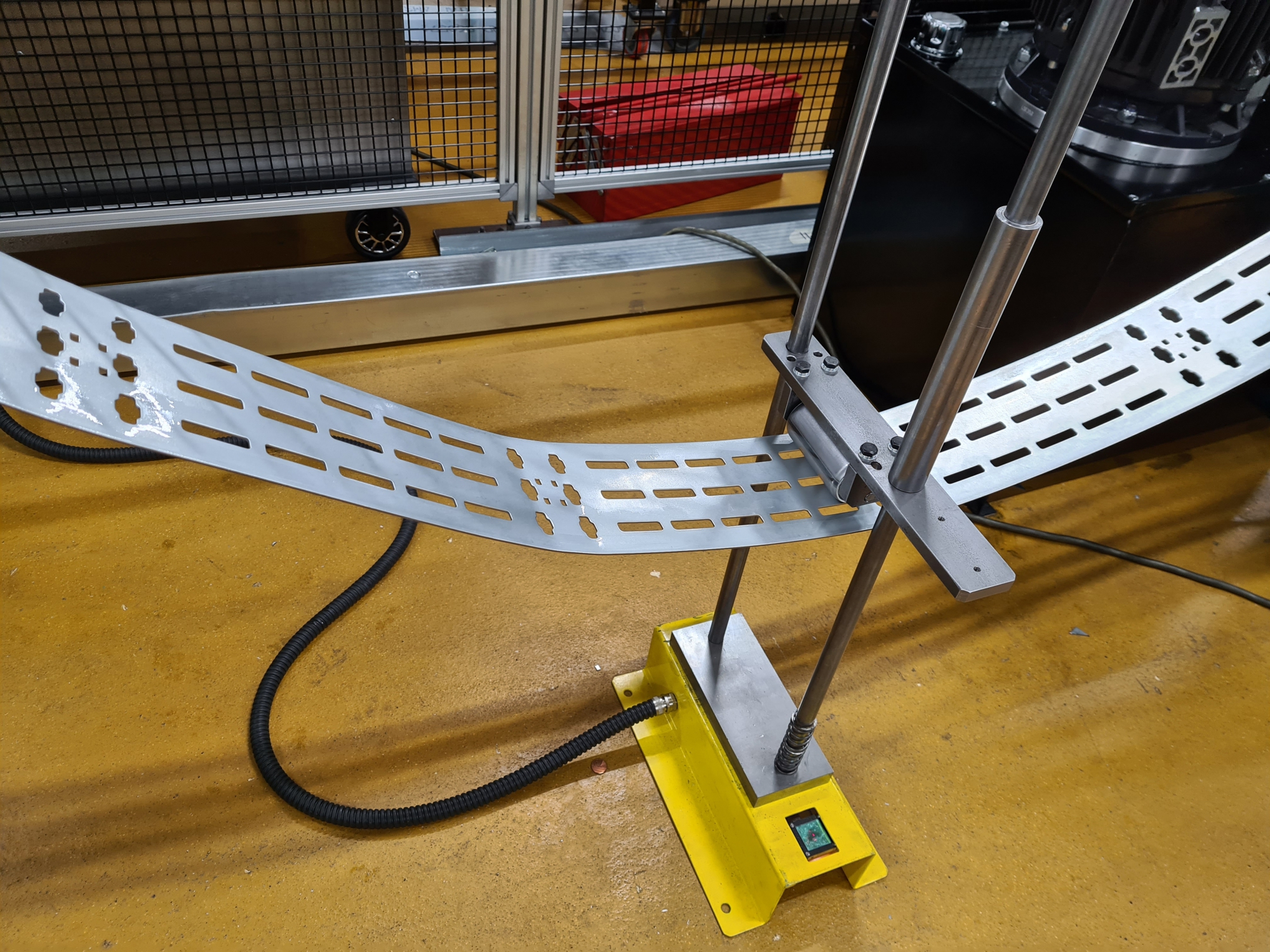
The Loo-to-loop Punch Press is capable of guiding and feeding the coil stock of approximately 123mm wide x 1.94mm thick and automatically inserting the desired pattern of holes at a rate of approximately 8m/min in 100 pitches (the odd number of slots demands a separate head for the final slot).
The heads, which incorporate removable diesets, are each hydraulically operated via the common adjacent electro hydraulic power pack, and are mounted to a common base frame in the following sequence: -
- 3-Slot Punch Head – 15 ton, 3 plate, 2 pillar bridge head tooled to punch the 3-40 x 10.1 slots in a stroke and return time of 0.3 seconds.
- 6-Slot Punch Head – 30 ton, 3 plate, 2 pillar bridge head tooled to punch the 6-40 x 10.1 slots in a stroke and return time of 0.4 seconds.
- End Slot Cluster Head – 15 ton, 3 plate, 2 pillar bridge head tooled to punch the 2-23.6 x 17.7 keyhole slots, the 4-5 x 4mm holes and the Ø3mm location hole in a stroke and return time of 0.3 seconds.
Preceding the heads is a pair of hardened coil feed rollers the rollers driven by geared Servo motor providing a throughput speed of 8m/min. The top roller is raised by pneumatic cylinder to simplify coil feeding. Hardened adjustable edge guides are situated adjacent to these rollers for accurate coil guidance. Any necessary slug chutes and removal catch tray are incorporated.
Rollform
Model S20.11-14 station 200 horizontal x 112mm vertical centred Rollforming machine, tooled for the 41.3mm wide x 35mm high Lip Curled Channel profile inboard between sideplates spaced 200mm apart, on Ø45mm withdrawable rollshafts. The lower rollshafts are carried within sealed-for-life deep groove ball bearings in the rigid one piece sideplates. The top rollshafts are similarly carried within upper bearing blocks, individually adjustable for roll centre and forming pressure, utilising ‘disc spring’ stacks.
Bottom and top rollshafts are driven by hardened spur gear train via idler gears, carried by sealed-for-life deep groove ball bearings on the lower withdrawable idler shafts. These shafts connect the sideplates, thus creating the rigid head assembly and allow ease of individual removal for maintenance. The machine is driven at a speed of up to 15m/min, by means of a 7.5kw inverter controlled geared electric motor and dual heavy duty chain drive to the rolling head gear train. A contactless infeed loop sensor regulated the speed to match that of the loop to loop press.
Hardened, adjustable infeed guide bars and coil support rollers are fitted to the infeed end of the rolling head, which is in turn carried by a totally guarded, robust, fabricated base frame, with fixing and levelling points. A jack adjustable exit straightening roll is fitted to correct any vertical bow in the product.
Post Rollform Shear
The 12 ton 45° acting No Loss Double Shear Head is connected directly following the rollforming head for maximum compactness. The fixed and moving die blades are readily removable for re-grind purposes with the moving blade carried by adjustable gib slides. This blade is activated by a hydraulic cylinder in a stroke and return time of 0.3 seconds by means of the adjacent electro-hydraulic power pack.
Stacker
Offers the formed products from 320 to 1520mm long in ‘sets of 10’, laid on their side onto the offload conveyor where 3 sets are accumulated awaiting manual removal. A full table sensor arrests operation of the line pending removal of one or more ‘sets’.
The ‘legs down’ channels from the crop press are accepted onto a 1.5m long profiled rail. This rail lowers pneumatically (to clear the way for the following product), and pivots through 90°, tipping the channel on its side where it is pneumatically pushed clear, before the support rail returns to its upper position supporting the next piece. This cycle continues for 10 pieces when the pusher extends further pushing the 10 ‘stack’ onto a full width belt conveyor, which drives the stack clear. The conveyor holds 3 separated stacks.
Dual Inkjet Printer
Printer mounted one on either side on exit from the Rollforming machine print any desired data on the side of each product
Electrics
The electrical control cabinet mounted to the side of the machine contains all necessary electrical hardware, including the fully programmed microprocessor PLC, intelligent Servo and inverter drives and all related contactors and relays. The cabinet top surface carries the simple operator controls consisting of power ‘on’ and ‘off’ pushbuttons and illumination alongside the operator HMI. This touchscreen display unit provides prompted entry of the desired component length and batch quantity. The unit also provides adjustability of various length related parameters and display of alarm messages to simplify fault finding. Provision is included for remote connection to your network for production data in and out.
A VNC router is incorporated to provide the ability to perform on-line monitoring and/or amendment of the PLC and HMI programmes. All machine wiring and sensors are included.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}