Rollforming and Sheet Metal Forming Machinery Specialists Custom-Built in the UK
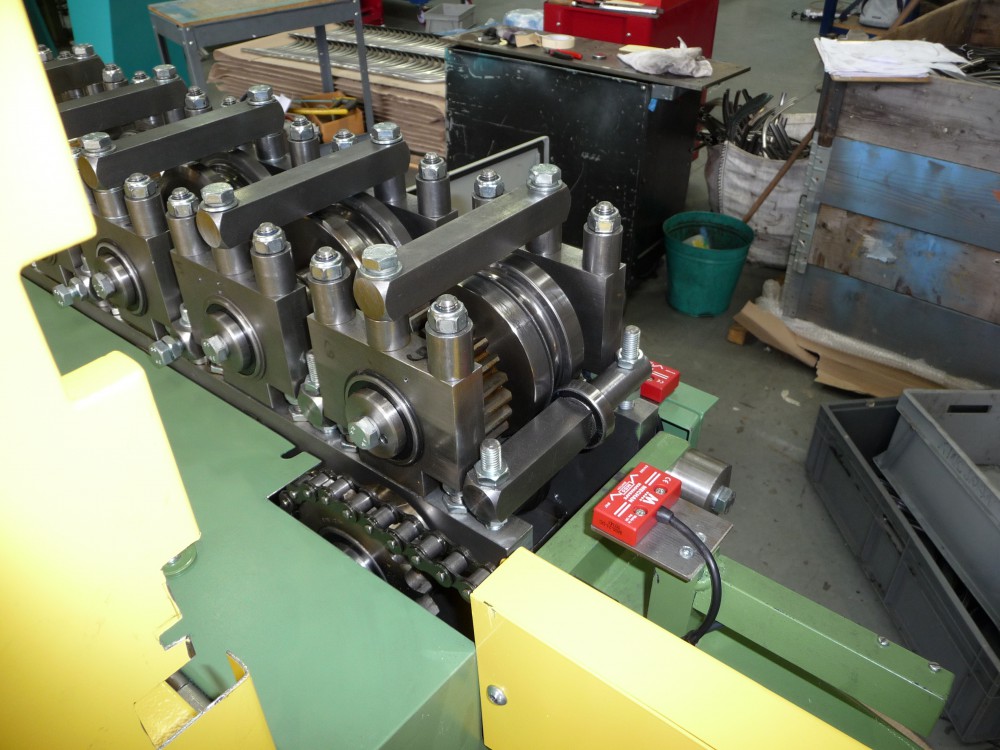
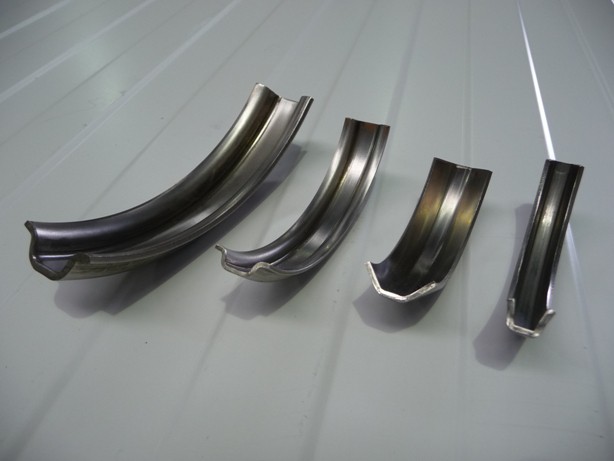
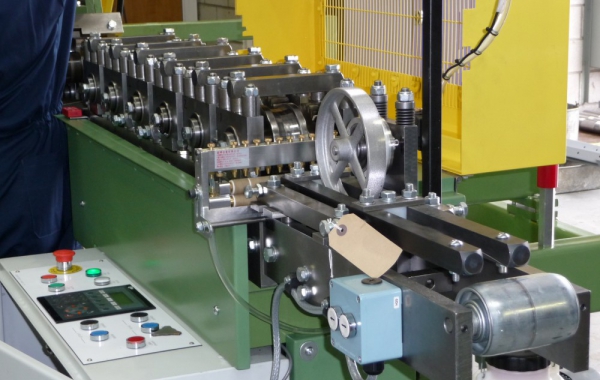
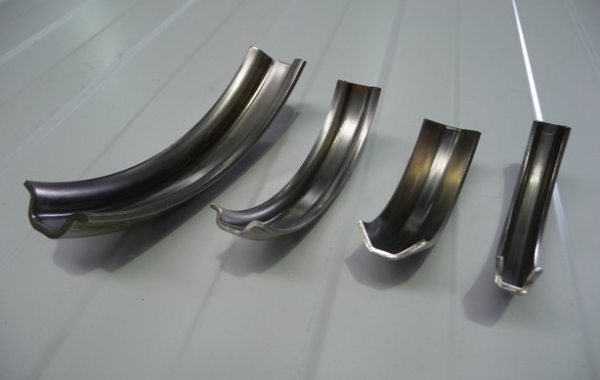
The following line of machinery is capable of producing a U shaped ring from coils of 28.14mm wide x 2mm thick stainless steel, at a rollforming rate of 25m/min less stoppage to cut time. The final production rate is therefore length dependent. Production of the retainers are with the coil bore and hence strip horizontal, producing the retainer in a downward curving direction. This will comfortably accommodate segments up to one metre in diameter and greatly simplifies product removal, as this is gravity assisted.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Description Video