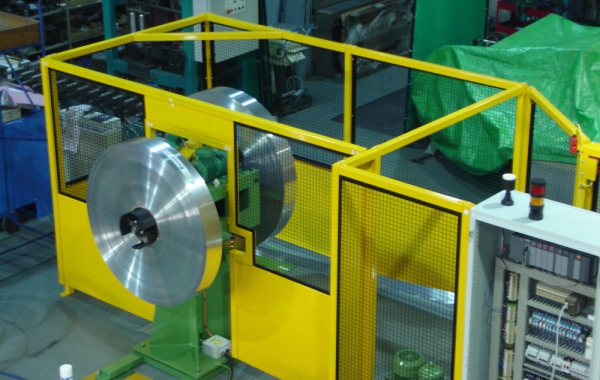
De-coil
1000kg capacity motorised expanding mandrel Turret Head De-coiling Machine. The de-coiler possesses an inverter controlled drive to feed the material at the required rate, with the aid of a slack box system to keep the coil under light tension. The de-coil assembly is guarded using a combination of sheet metal and mesh panels and allows the safe changeover of one coil, while the other is in use. Interlocked access doors allow coil feed up.
Pinch Roll / Crop
The hydraulically operated crop unit is mounted to the in-feed end of the frame and is operated by means of the integral electro hydraulic power pack. The crop is preceded by a pair of feed rolls, the bottom roll acts as the exit slack box roll possessing adjustable guide flanges and is driven via servo drive / clutch brake from the following rollformer. The upper roll is free running and carries the length encoder feeding pulses back to the microprocessor PLC unit of the electrical control cabinet.
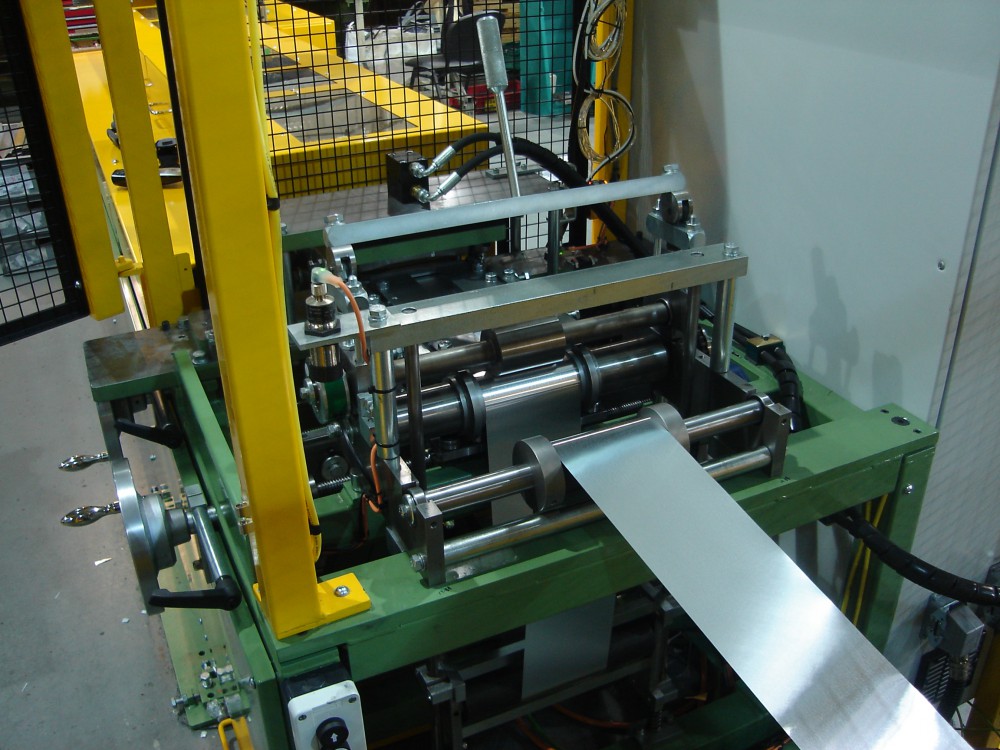
Rollforming Machine
Tooled inboard between side plates on withdrawable roll shafts. The lower roll shafts are carried within hardened inner rings and needle bearings in the rigid one piece side plates. The top roll shafts are similarly carried within semi-individual upper bearing blocks, individually adjustable for roll centre and forming pressure, utilising ‘disc spring’ stacks.
Top and bottom roll shafts are driven by hardened spur gear train via idler gears, carried by needle bearings on the lower removable idler shafts. These shafts connect the side plates, thus creating the rigid-head assembly and allow ease of individual removal for maintenance. All needle bearings can be greased from the operator side of the rolling head, via grease lubrication blocks. The above rolling head is driven by dual input belt drive from the frame-mounted geared servo motor. The rolling speed is approximately 35m/min. This servo motor will also drive the in-feed pinch rolls via a clutch brake unit to create a gap between products.
Stuffing Machine
This unit injects the pre-formed turbulator into the steel sleeve before indexing it sideways and dropping it into a catch bin. The steel tubes are manually loaded into a magazine which via a servo motor, sensors and pneumatics feeds the tubes, along a transfer belt before been stuffed with the ‘turbulator’ and ejected from the machine.
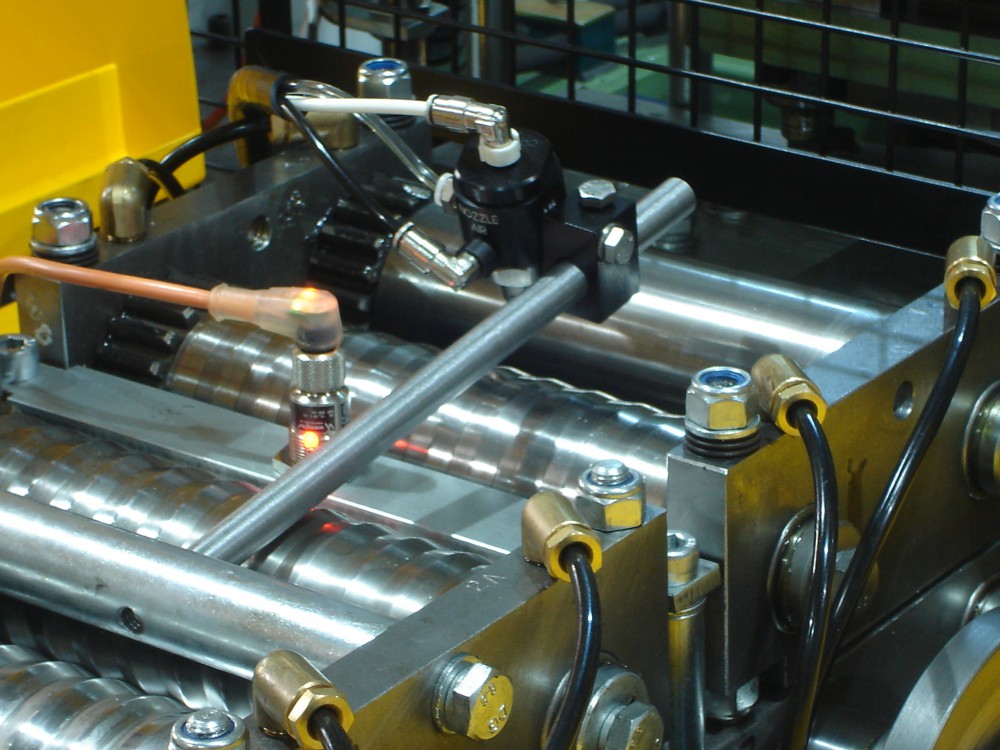
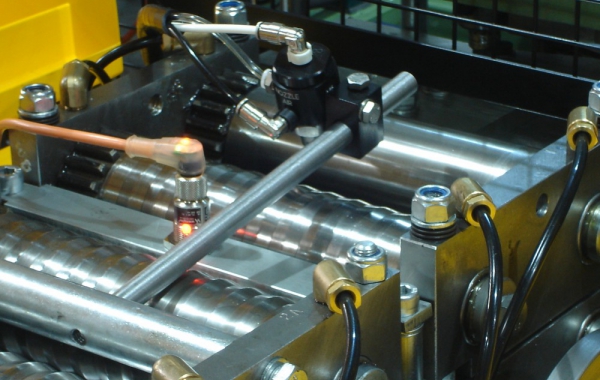
Lubrication
The machine has been fitted with an EFD MicroCoat lubrication system which applies a fine film of oil to aid in cropping and forming.
Electrics
The electrical control wardrobe mounted to the back of the machine carries all necessary electrical equipment including the de-coiler inverter, the servo drive for the Rollformer to provide repeatability of stop, the side index servo drive and the fully programmed PLC unit, along with all necessary contactors, relays, filters, suppressors etc. A separate pendant arm control box carries the push button operator controls and the Panel View HMI, providing prompted entry of the desired quantity / length and displaying any error messages when relevant.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}