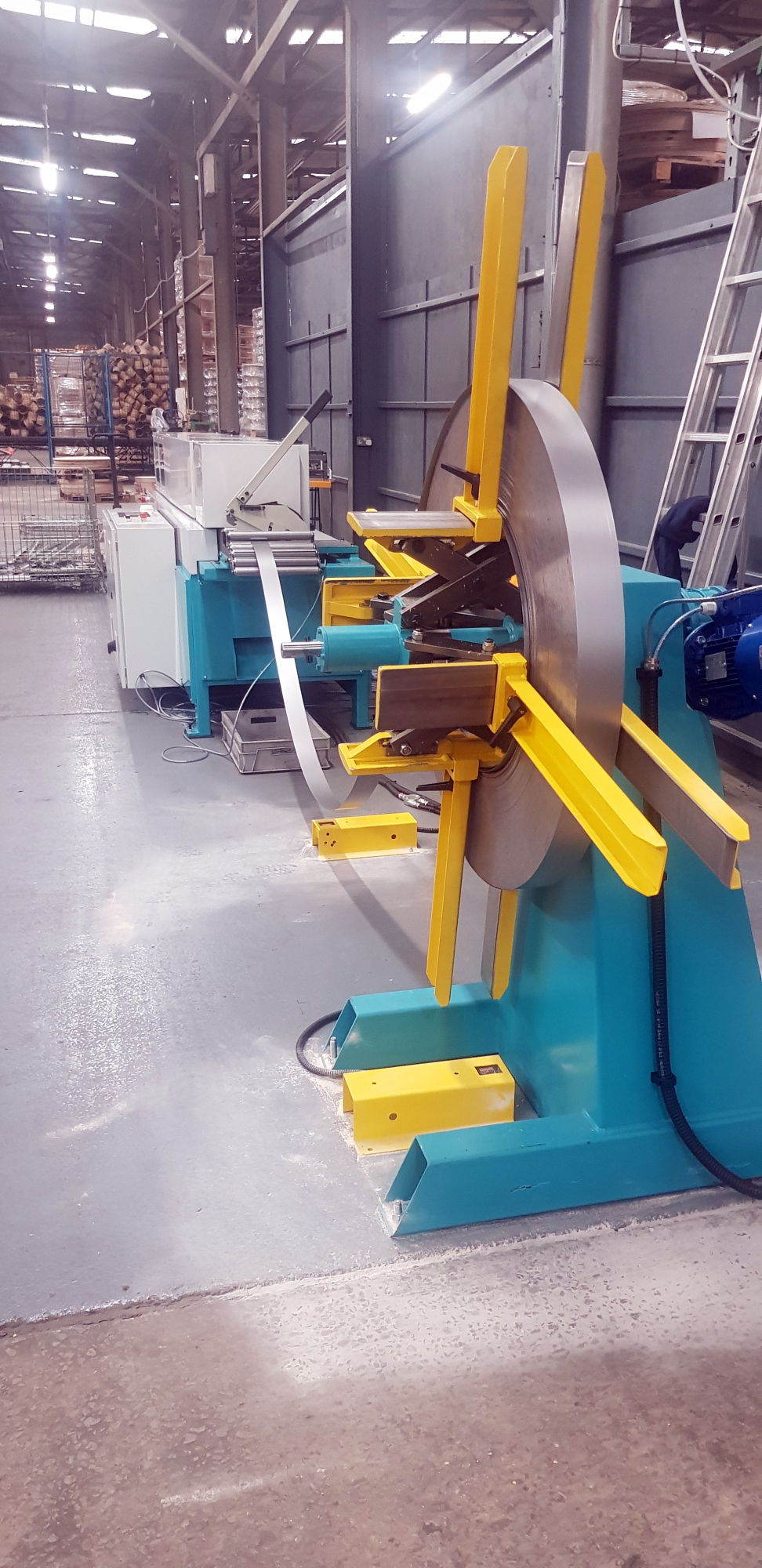
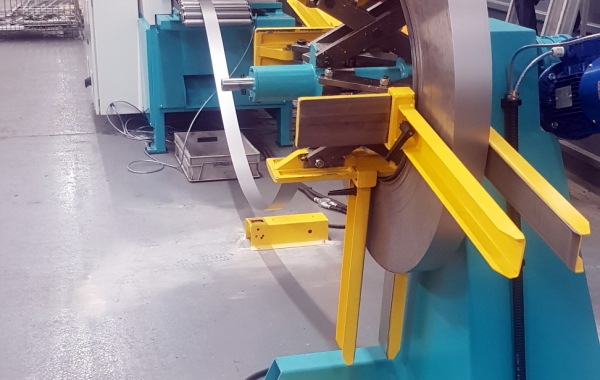
De-coil
1000kg capacity Motorised Expanding Mandrel De-Coiling Machine to suit coils of 380mm to 620mm bore x 1300mm outside diameter x 300mm maximum width. The mandrel is expanded by manual crank handle and is driven by geared electric motor with contactless loop control to control the pay-off speed.
De-coil (Twin head)
1000kg capacity Double Head Motorised Expanding Mandrel De-Coiling Machine to suit coils of 380mm to 620mm diameter bore x 1300mm outside diameter x 300mm maximum width. The mandrel is expanded by manual crank handle and is driven by geared electric motor with contactless loop control to control the pay-off speed. This option allows for one coil to be loaded whilst another coil is being processed.
Hand Lever Shear
Is mounted directly before the following punch press to allow the simple shearing of the coil when prompted to complete the end of a component batch.
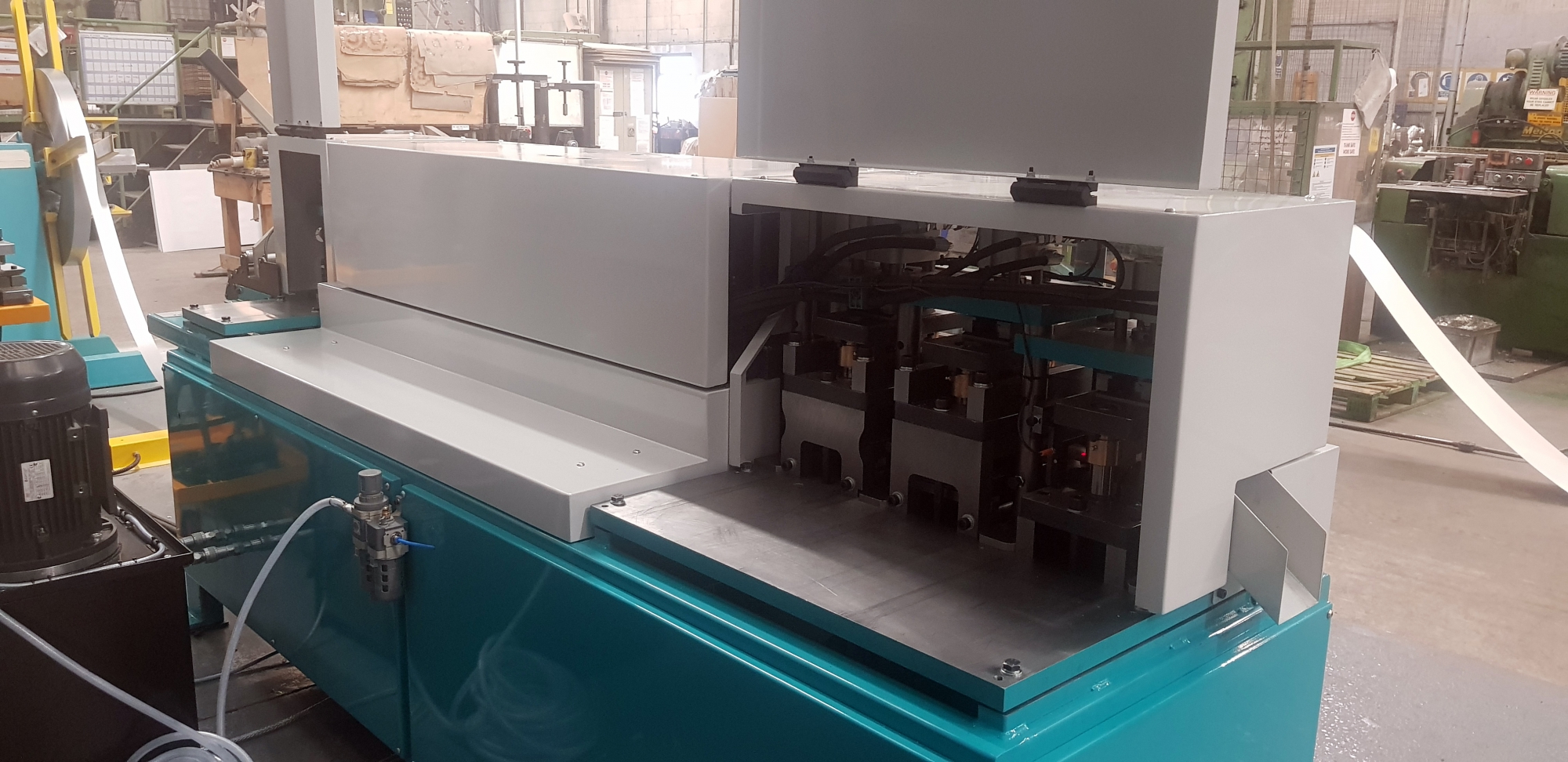
Punch Press
The Punch Press is capable of guiding the coil stock of up to 105mm wide x 0.9mm thick and automatically inserting the desired pattern of crop related holes to create the 2 and 3 tag ends (after cropping) at a rate of approximately 5m/min.
The head is hydraulically operated via the common adjacent electro-hydraulic power pack and is mounted to the common base frame, directly before the following rollforming machine. The inverter drive of the rollforming machine and first station encoder serve to position the coil for the press operation.
The 8 ton, 2 plate, 2 pillar bridge head carries a quickly removable dieset tooled to punch the hole pattern to suit the HS036, 3 tag segments including chamfered corners in a stroke and return time of 0.3 seconds. Two interchangeable diesets cater for the ‘2 tag’ segments of the MR & LR036 and the HM036 stampings.
Rollform
This is a 10-8 station,180 horizontal x 100mm, vertical centred Rollforming machine, tooled for the range of 96mm to 250mm diameter segment profiles inboard between sideplates spaced 180mm apart, on Ø30mm withdrawable rollshafts. The lower rollshafts are carried within sealed-for-life deep groove ball bearings in the rigid one-piece sideplates. The top rollshafts are similarly carried within upper bearing blocks, individually adjustable for roll centre and forming pressure, utilising ‘disc spring’ stacks.
The range of diametres is achieved by forming with an increasing number of the available stations as the diametre reduces. For this purpose, stations 4 to 7 are equipped with top roll hydraulic lift cylinders allowing HMI selection of the desired diameter. Station 8 is a drive station with encoder to initiate the operation of the following Rib/Crop Press.
Two sets of about centreline adjustable inter-station guides are fitted to control the passage of the coil being processed.
Bottom and strategic top rollshafts are driven by hardened spur gear train via idler gears, carried by sealed-for-life deep groove ball bearings on the lower withdrawable idler shafts. These shafts connect the sideplates, thus creating the rigid head assembly and allow ease of individual removable for maintenance. The machine is driven at a speed of 25m/min, by means of an inverter controlled 3kw geared electric motor and heavy duty chain drive to the rolling head gear train.
Hardened handwheel adjustable infeed guide bars are fitted to the infeed end of the rolling head, which is in turn carried by a totally guarded, robust, fabricated base frame, with fixing and levelling points.
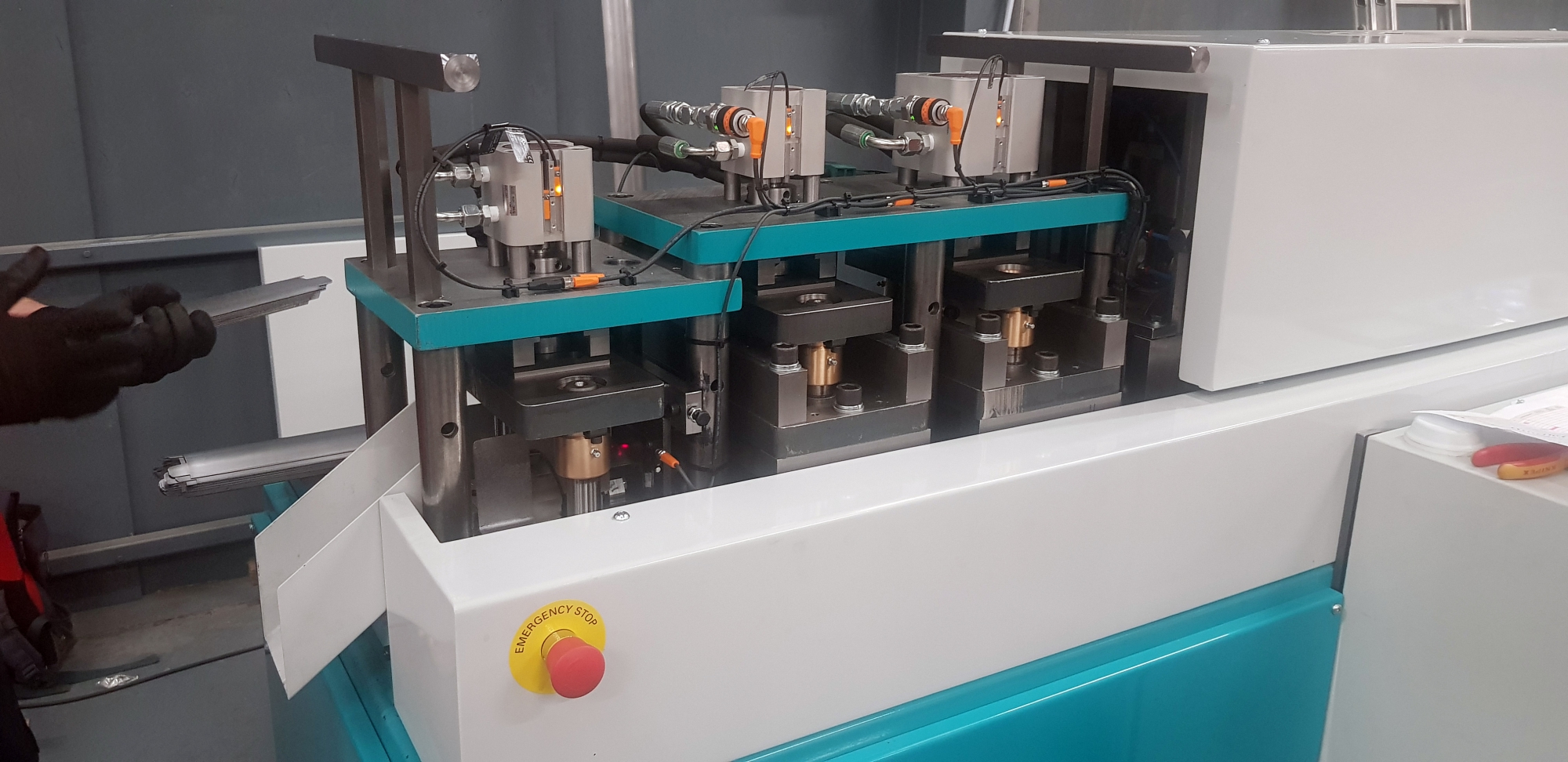
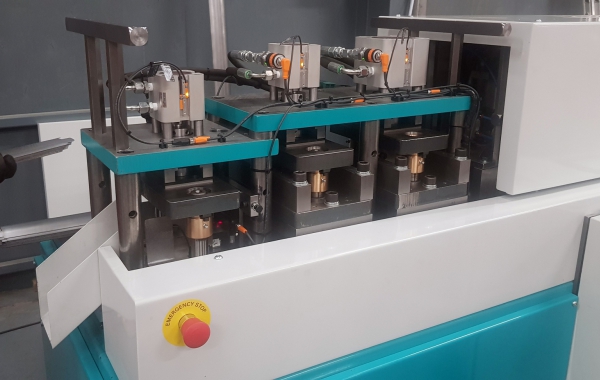
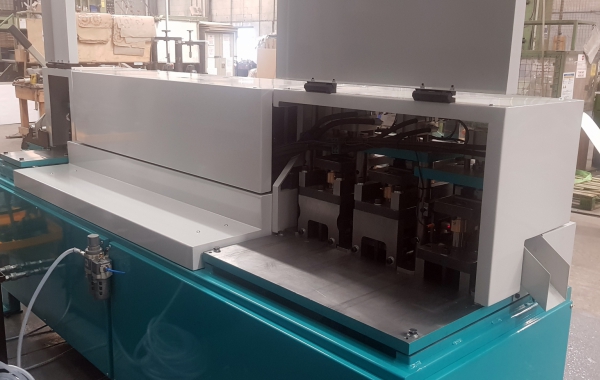
Rib/Crop Press
Is capable of automatically inserting as required the desired segment ribs and cropping to length at a rate of approximately 4m/min.
The heads are each hydraulically operated via the common adjacent electro-hydraulic power pack and are mounted to the common base frame directly following the Rollforming machine in the following sequence:
Head 1-Rib
5 ton special ‘Dual Action’ rib head moves both punch and die via hydraulic cylinders to allow unhindered passage of the ribs after forming in a stroke and return time of 0.4 seconds. The quickly removable dieset is tooled to simultaneously form the HMO36 longitudinal ribs in 100mm pitches. One interchangeable dieset caters for the lateral ribs of the HS036 segments producing one rib per stroke to provide flexibility of rib number and centres.
Head 2-Plunge
5 ton special ‘Dual Action’ plunge head moves both punch and die via hydraulic cylinders to allow unhindered passage of the ‘plunges’ after forming in a stroke and return time of 0.5 seconds. The dieset is tooled to plunge the adjacent lead and trail ends of the HM036 crop notch prior to cropping to length.
Head 3-Crop
3 ton special ‘Dual Action’ crop head moves both punch and die via hydraulic cylinder in a stroke and return time of 0.4 seconds. 3 such punch and diesets are provided, which are quickly interchangeable and equipped with differing radii to suit the range of segment diametres.
Electric’s
The electrical control cabinet mounted to the side of the machine contains all necessary electrical hardware including the fully programmed microprocessor PLC, intelligent inverter drives and all related contactors and relays. The cabinet top surface carries the simple operator controls consisting of power ‘on’ and ‘off’ pushbuttons and illumination alongside the operator HMI. This touchscreen display unit provides prompted entry of the desired component parameters of segment type, rib type, length and batch quantity. The unit also provides adjustability of various length related parameters and display of alarm messages to simplify fault finding.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}