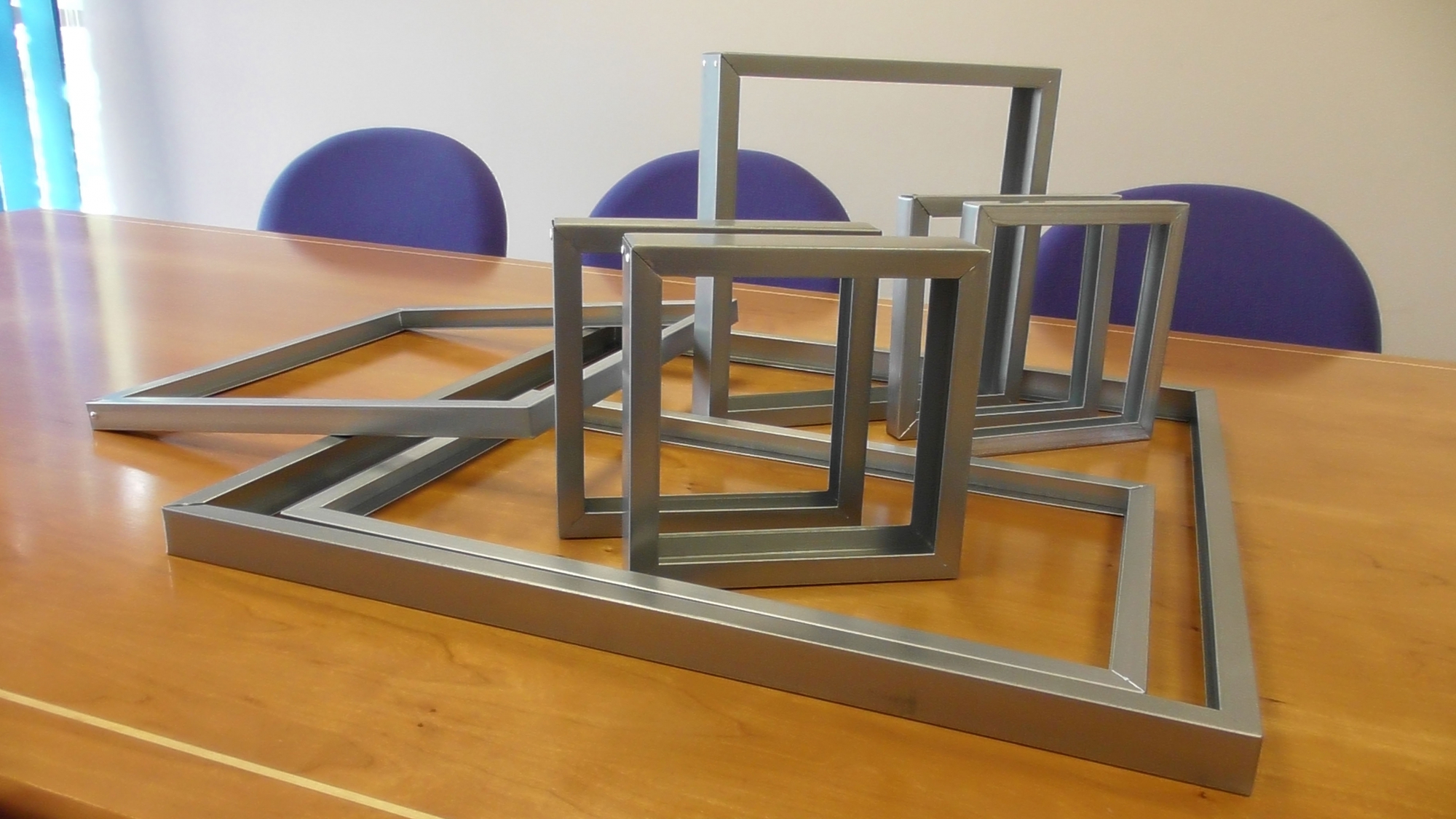
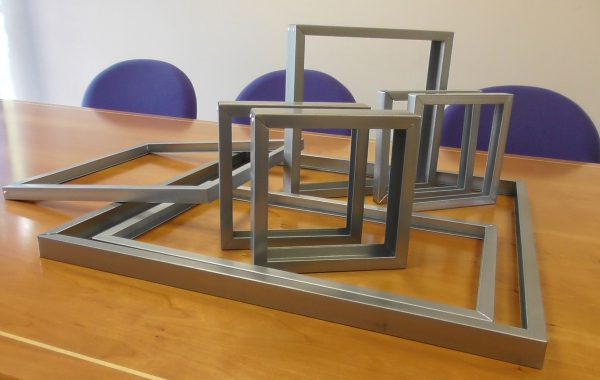
The narrow frames up to and including 25mm will carry one single rivet hole on the tab and the frame end, whilst widths beyond 30mm will carry two rivet holes on the tab and frame end, which are approximately 9mm in from the edge of the frame. The channel is formed downwards in the rollforming machine to ensure that all burrs are presented on the inside of the channel. A single adjustment handwheel with frame, with indicator, performs the width adjustments of all items, i.e. guides, press tools, rollforming tools etc, whilst seven interchangeable crop tools change the crop width and rivet hole centres. The frame length ie width x height of frame is selected from the operator HMI screen. The line comprises the following:
De-Coil
‘Ultimate Automation’ Pallet De-Coiling machine.
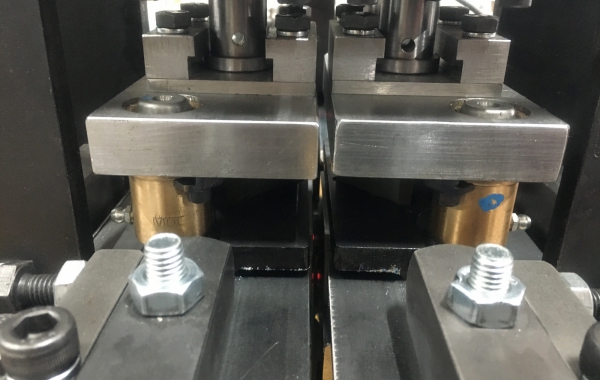
‘V’ Notch Press
The 1.3 ton, ‘C’ frame ‘V’ notch heads each house two pillar diesets with one head fixed, and the other head adjustable for frame width, both operated by hydraulic cylinder via the integral electro hydraulic power pack in a stroke and return time of 0.3 seconds. The trailing edge of each ‘V’ notch carries a local ‘Dimple’ to prevent overlapping of the frame sides when bent.
The two heads are connected to the sideplates of the rollforming machine such that width adjustment is carried out concurrently with the rollforming machine handwheel. The hardened infeed guides are further adjustable by 1mm each side to cater for 2mm wider channels and straddle coil support rollers to support the incoming coil from the De-Coiling machine. Slug chutes discharge into bins of your supply.
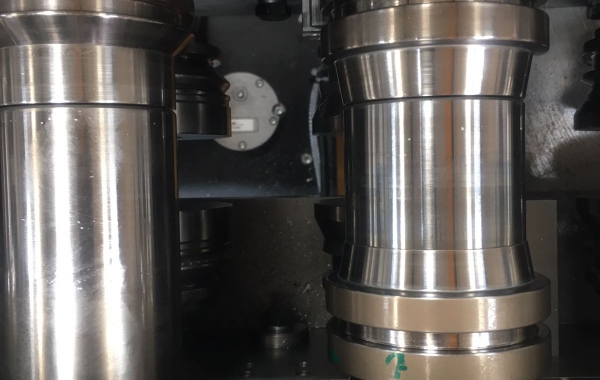
Rollform
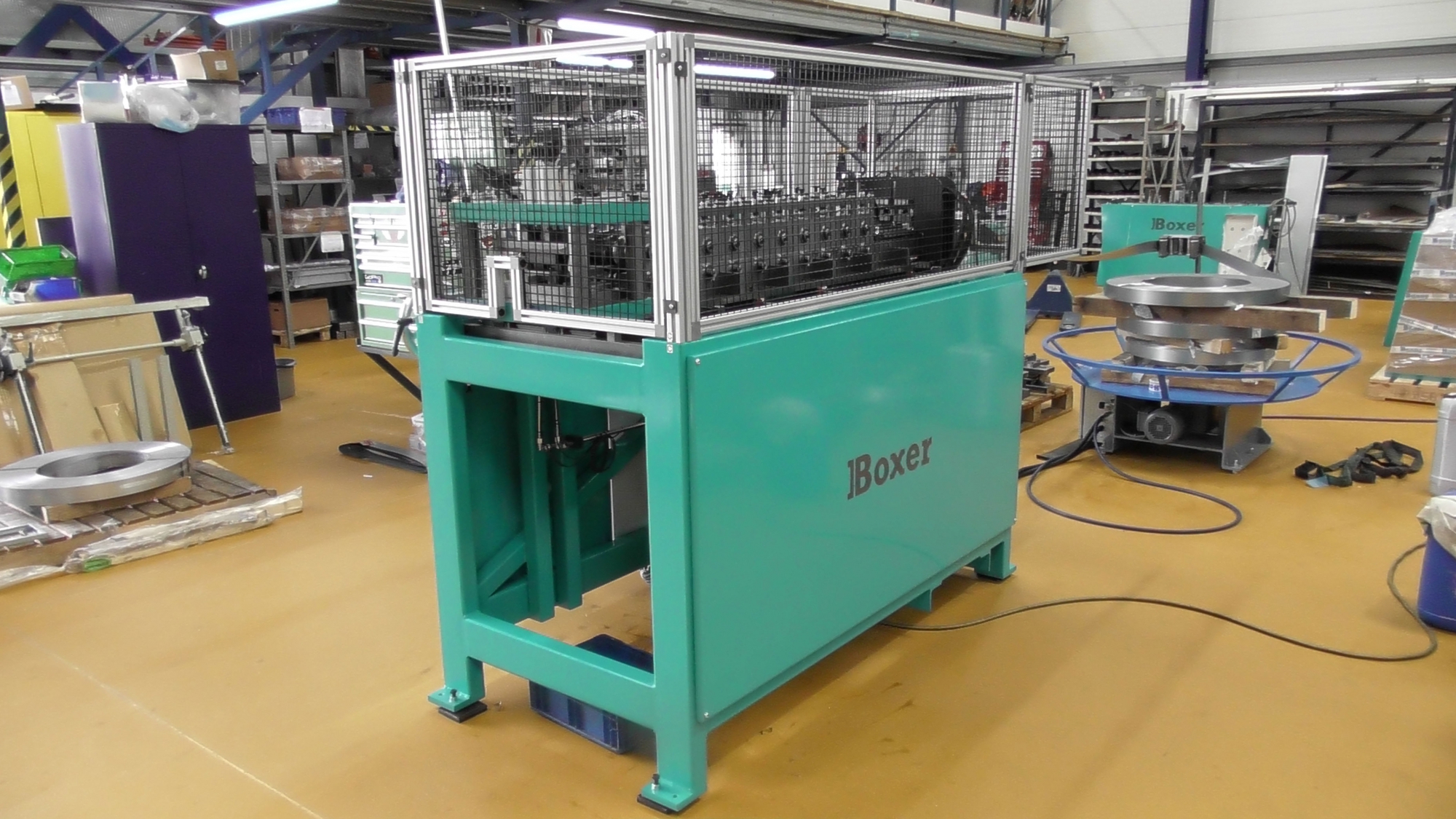
One Model AS13.08-10 station Adjustable Sideplate Rollforming Machine carries the forming rollers at 125mm horizontal x 75mm vertical centres. The hardened steel roller tooling is split with the fixed half carried on 25mm diameter rollshafts, in turn carried within dual heavy duty sealed-for-life ball bearings, retained within the datum sideplate and datum top bearing blocks. The other roll halves are carried on bearing sleeves sliding on the rollshafts, which are retained within dual sealed-for-life deep groove ball bearings within the moving sideplate and top bearing block, providing the frame width adjustment. The datum sideplate is rigidly fixed via substantial angle brackets to the machine frame whilst the adjustable sideplate is again carried by substantial angle brackets carried on linear guides and adjusted by chain linked traverse screws, in turn operated by handwheel with digital position indicator. The upper bearing blocks are adjustable for nip gap and forming pressure by means of ‘disc spring’ stacks.
The bottom rollshafts are driven via hardened spur gears from the sealed ball bearing mounted hardened idler gears, in turn driven by the underslung 2.2kw inverter controlled geared electric motor driving the rolls at speeds up to 25 metres per minute. The working head is supported by a robust, cross braced hollow section base frame common also to items 2 and 4.
Crop/Punch Press
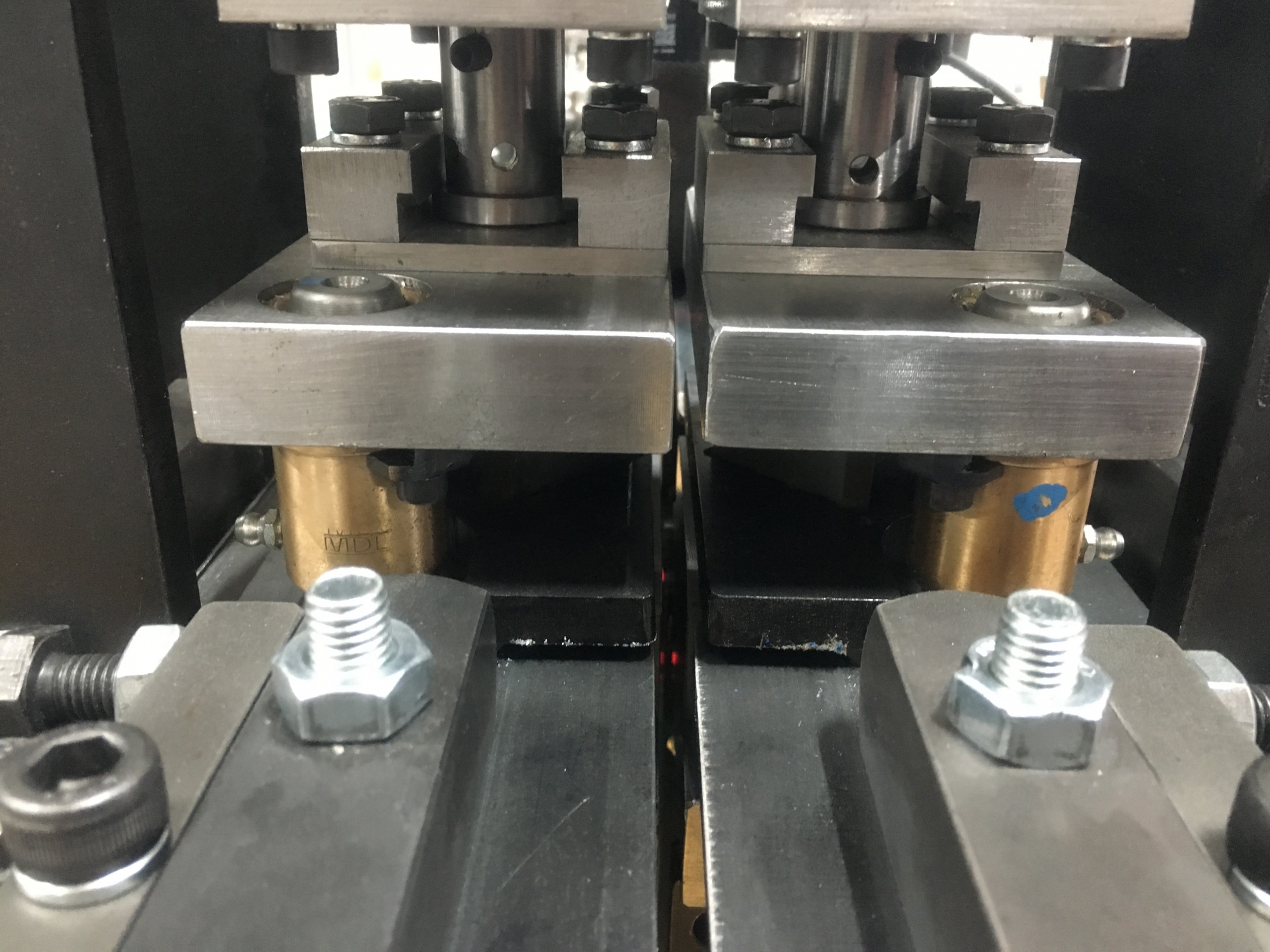
The 3-ton hydraulic crop/punch head is capable of cropping to length and removing a 4mm slug from the pre double ‘V’ notched profile and inserting the required rivet holes. The press head is operated by the common electro-hydraulic power pack to item 2 in a stroke and return time of approximately 0.3 seconds. The press head houses any of the seven tooled quick change diesets for 16, 20, 22, 25, 30, 45 and 47mm widths and is carried on the extended frame of the rollforming machine. The 30mm dieset allows for a 32mm wide channel and the complete head can be manual located 1mm out of centre to allow for this width. The 16, 20, 22 and 25mm tools punch single rivet holes and 30, 45 and 47mm tools punch double rivet holes. The channels are produced with the tab at the trailing end. Slug chutes are incorporated to discharge into bins of your supply.
Electric’s
The electrical control cabinet mounted to the side of the machine contains all necessary electrical hardware including the fully programmed microprocessor PLC, intelligent inverter drives and all related contactors and relays. The cabinet top surface carries the simple operator controls consisting of power ‘on’ and ‘off’ pushbuttons and illumination alongside the operator HMI. This touchscreen display unit provides prompted entry of the desired component parameters of ‘width x height’ and batch quantity. The unit also provides adjustability of various length related parameters and display of alarm messages to simplify fault finding. Emergency stop buttons are provided at each end of the machine.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}